在加工内螺纹时,底孔直径选得是否合适,直接影响攻牙是否顺利、牙型是否完整以及丝攻寿命。常用的丝攻分为切削丝攻和挤牙丝攻(滚牙丝攻),两者的底孔计算方法不同,不能混用。
一、切削丝攻底孔径计算
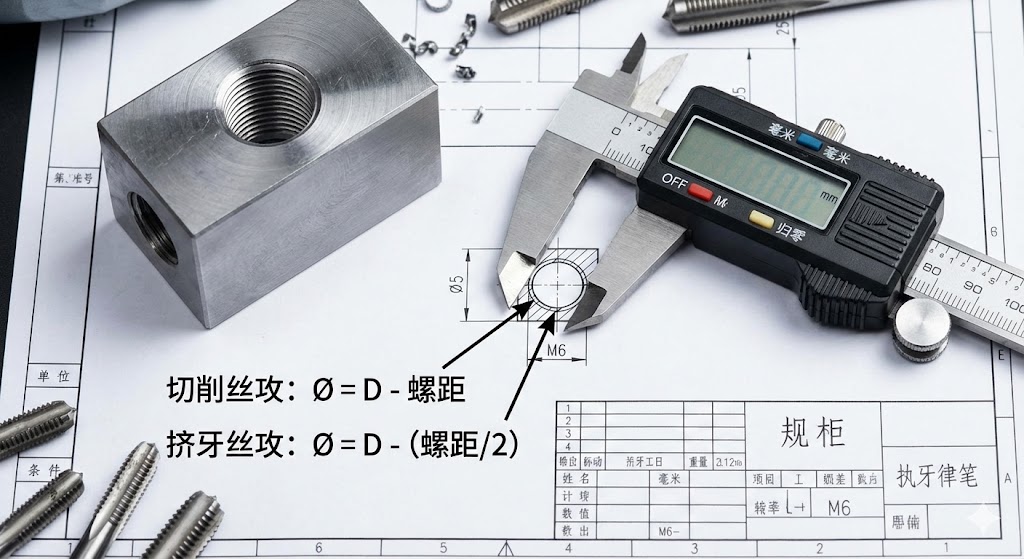
切削丝攻通过切削材料形成螺纹,一般采用以下经验公式:
底孔直径 = 螺纹公称直径 − 螺距
示例:
M3 × 0.5
底孔 = 3 − 0.5 = 2.5 mmM6 × 1
底孔 = 6 − 1 = 5.0 mm
该计算方式适用于大多数常规钢件、铝件和通用加工场景。
二、挤牙丝攻底孔径计算
挤牙丝攻依靠材料的塑性变形挤出螺纹,不产生切屑,因此底孔需要比切削丝攻更大,常用经验公式为:
底孔直径 = 螺纹公称直径 −(螺距 ÷ 2)
示例:
M3 × 0.5
底孔 = 3 − (0.5 ÷ 2) = 2.75 mmM6 × 1
底孔 = 6 − (1 ÷ 2) = 5.5 mm
实际加工中可根据材料硬度在此基础上微调。
三、注意事项
切削丝攻
底孔偏小 → 牙型饱满,但丝攻负载大
底孔偏大 → 丝攻寿命更长,但牙型略浅
挤牙丝攻
底孔过小极易断丝攻
硬材料建议适当放大 0.05~0.1 mm
四、总结
切削丝攻:公称直径 − 螺距
挤牙丝攻:公称直径 − 半个螺距
合理选择底孔直径,是保证攻牙质量和加工稳定性的关键。